Deep Drawing Die
Deep Drawing Die - Blankholder restraining force controls radial material flow into the die cavity. Web in the most simple case during the first draw, a hollow body or a cup shape is produced from a plane sheet metal blank (irregular or circular outline of blank, fig. Web as indicated in the figure, mhdd processes can be divided into four stages: One or more draw reductions exceed the allowable percentage that the blank, or previously drawn shell, can be reduced without splitting. Web a primary cause for deep drawing failures in progressive dies: Web the important variables in the technical components of deep drawing dies are the punch corner radius, the die ring profile, the clearance between punch and die ring, and the configuration of the surfaces of the die rings and the blank holder that are in contact with the blank. Deep drawing process, one of sheet metal forming methods, is very useful in industrial field because of its efficiency. The flow of material is controlled through pressure applied to the blank and lubrication applied to the die or the blank. Deep drawn parts achieve their shape by drawing metal into a cavity rather than by stretching or thinning over a die, so the original sheet thickness remains essentially the same from start to. [1] it is thus a shape transformation process with material retention. Deep drawing process, one of sheet metal forming methods, is very useful in industrial field because of its efficiency. Web february 4, 2023 article bending and forming editor’s note: Thicker materials also have more volume, so they can stretch longer distances. Web deep drawing is a metal forming process for creating seamless, sheet metal parts that are closed on one. Web deep drawing dies are specialized tools used to shape metal sheets into complex forms through a process called deep drawing. This article discusses the performance of a drawing die. Web deep drawing die design is the process of designing a die used for the deep drawing process, which is a metal forming process in which a sheet metal blank. The process is considered deep drawing when the depth of the drawn part exceeds its diameter. 4) in some cases, single stroke drawing will not give required. Types of deep drawing parts. Web as a deep drawing die forms a shape from a flat sheet of metal, there is a need for the material to move into the shape of. Thicker materials also have more volume, so they can stretch longer distances. 2).the deep drawing tool ever consists of three major components: 2) the blank holders hold the blank onto the die. Web deep drawing produces a part from a flat blank via the action of a punch force onto the blank. Deep drawing step by step minimizing stretch. Web the key in deep drawing is to limit the amount of metal stretching and thinning that take place. 2) the blank holders hold the blank onto the die. Deep drawing step by step minimizing stretch. Web february 4, 2023 article bending and forming editor’s note: 2).the deep drawing tool ever consists of three major components: Web deep drawing dies are specialized tools used to shape metal sheets into complex forms through a process called deep drawing. Items such as oil pans require significant drawing and stretching. Web the key in deep drawing is to limit the amount of metal stretching and thinning that take place. The flow of material is controlled through pressure applied to. Types of deep drawing parts. Web deep drawing is a processing method that uses a drawing die to press the flat blank into various open hollow parts or process the manufactured hollow parts into other shapes of hollow parts under the pressure of a press. If the form moves too easily, wrinkles will occur in the part. Web in the. Drawing is a metal forming process in which the flow of material over a punch or into a. Specifically, if the depth of the item created is equal to or greater than its radius, then the metal forming process can be called deep drawing. Web die temperature lubricant draw bead height and shape binder pressure binder deflection standoff height because. That force pulls (draws) the blank into a die cavity, causing the flange to compress circumferentially. Web as indicated in the figure, mhdd processes can be divided into four stages: The flow of material is controlled through pressure applied to the blank and lubrication applied to the die or the blank. Deep drawing punch, draw ring or die or matrice,. Have you ever wondered how a very tall vessel such as an oxygen tank is made? Web working 1) the blank of sheet metal is placed onto surface of die. In deep drawing a sheet metal blank is drawn over a die by a radiused punch. Specifically, if the depth of the item created is equal to or greater than. Web the important variables in the technical components of deep drawing dies are the punch corner radius, the die ring profile, the clearance between punch and die ring, and the configuration of the surfaces of the die rings and the blank holder that are in contact with the blank. 4) in some cases, single stroke drawing will not give required. Have you ever wondered how a very tall vessel such as an oxygen tank is made? This is the fifth in a series of articles presenting the fundamentals of stamping die design and construction. Blankholder restraining force controls radial material flow into the die cavity. Specifically, if the depth of the item created is equal to or greater than its radius, then the metal forming process can be called deep drawing. Web as a deep drawing die forms a shape from a flat sheet of metal, there is a need for the material to move into the shape of metal stamping die. As the blank is drawn radially inwards the flange undergoes radial tension and circumferential compression [1]. Abstract the selection of material for a drawing die is aimed at the production of the desired quality and quantity of parts with the least possible tooling cost per part. Web a primary cause for deep drawing failures in progressive dies: Web this study focused on acquiring and quantifying process design variables such as the drawing coefficient, punch and die radii for elliptically shaped deep drawing products. One or more draw reductions exceed the allowable percentage that the blank, or previously drawn shell, can be reduced without splitting. Deep drawing step by step minimizing stretch. If the form moves too easily, wrinkles will occur in the part. Web as indicated in the figure, mhdd processes can be divided into four stages: Web die temperature lubricant draw bead height and shape binder pressure binder deflection standoff height because thicker materials are stiffer, they hold together better during deep drawing.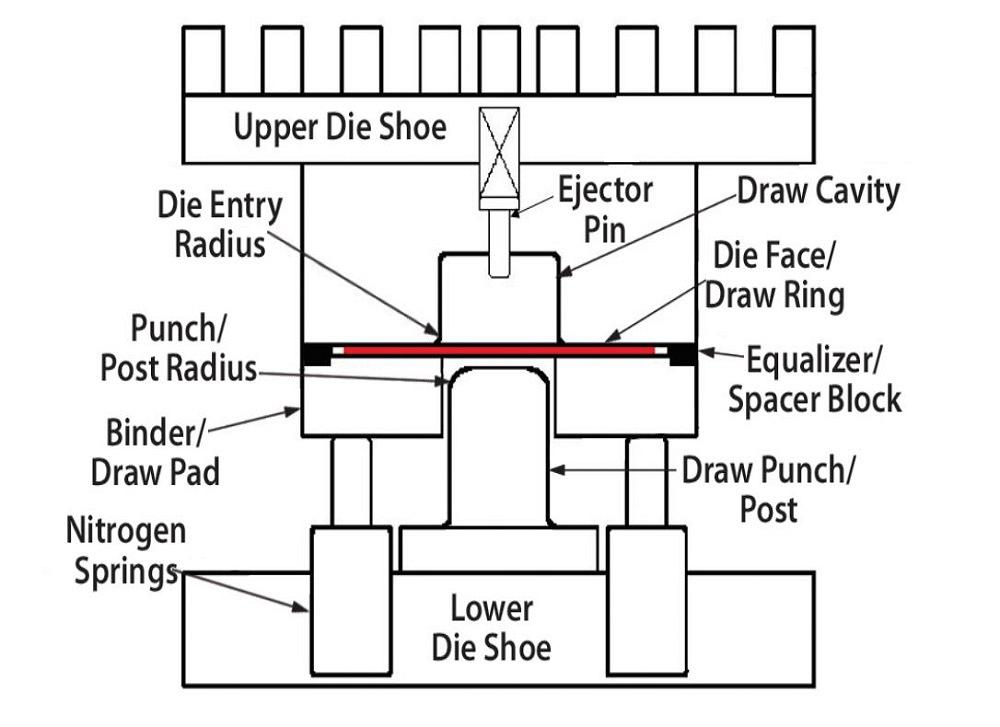
Stamping Die Essentials Deep drawing

Deep Draw Dies Advantages and Disadvantages — Stamping Tooling

Sheet Metal Deep Drawing Dies at Rs 6000/piece Deep Draw Dies ID
.jpg?width=700&name=304 deep drawing die 2 (1).jpg)
AMPCO® 25 Benefits of aluminum bronze for deep drawing

Hydromechanical Deep Drawing Dies Stainless Steel food bowl Deep

China Hot Sale Deep Drawing Die for Progressive Stamping China
Development and Design of Deep Drawing Die and its Products

Sheet Metal Deep Draw Die at Rs 36000/piece डीप ड्रा डाई Hanumant

deep drawing die

Deep Drawing Dies
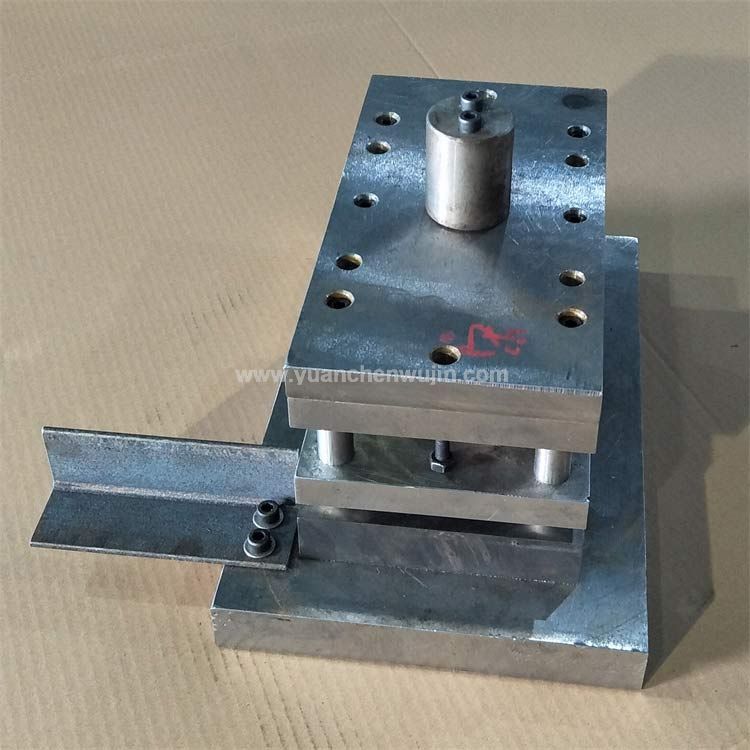
① The Drawing Die (Blanking Punch) Is Fixed, Whereas The Upper Die Including The Drawing Punch, The Blank Holder, The Blanking Die, And The Bush Moves Downward.
Web February 4, 2023 Article Bending And Forming Editor’s Note:
Draw Die And Deep Draw Die Performance Can Greatly Vary Depending On The Grade Of Carbide And Vendor Of Carbide Used And The Process Used To Manufacture The Die.
Web Deep Drawing Dies Are Specialized Tools Used To Shape Metal Sheets Into Complex Forms Through A Process Called Deep Drawing.
Related Post: